Der 3D-Metalldruck ist in den Hightech Sektoren wie Medizin, Luft- und Raumfahrt, Robotik und Automotive ein beliebtes Fertigungsverfahren. Körper mit innen liegenden Hohlräumen oder Gitterstrukturen sind herstellbar, was mit konventionellen Methoden unmöglich ist. Die eingesetzte Materialmenge entspricht exakt der Menge, die für das Bauteil notwendig ist, da kein Materialabtrag wie beim Fräsen oder Drehen erfolgt, sondern in umgekehrter Reihenfolge durch Materialauftrag produziert wird (additive Fertigung). Strukturbauteile können durch Hohlräume mit noch geringerem Gewicht hergestellt werden und die digitalisierte Prozesskette zwischen Konstruktion des 3D-CAD-Modells und Fertigteil ist ein entscheidender Faktor für die Industrie 4.0 Implementierung.
Werkstoffe wie Edelstahl, Werkzeugstahl, Kobalt-Chrom, Kupferlegierungen, Titan oder Aluminiumlegierungen werden in Pulverform mit einem oder mehreren hoch energetischen Yb-Faserlasern (Multilaser) auf das Objekt Schicht für Schicht aufgeschmolzen und es entsteht ein homogener Werkstoff mit hoher Festigkeit und nahezu idealen Materialeigenschaften. 3D-Metalldrucker nach ATEX-Richtlinie erlauben sogar die sichere Produktion von Bauteilen aus reaktivem Material.
Neben den Materialeigenschaften steht die Oberflächengüte und die Fertigungsgenauigkeit mit reproduzierbaren Toleranzen im Vordergrund. Gedruckte Bauteile werden gleichermaßen für Prototypen als auch für den Serieneinsatz verwendet und sind von konventionell gefertigten Teilen kaum mehr zu unterscheiden. Für den stetig steigenden Anspruch an die Genauigkeit der Bauteile ist die exakte Positionierung der Faserlaser von höchster Wichtigkeit. Im Arbeitsprozess wird der Faserlaser über ein Linearsystem mehrachsig im Raum dynamisch und mit höchster Genauigkeit in einem konstanten Abstand zum Werkstück entlang geführt.
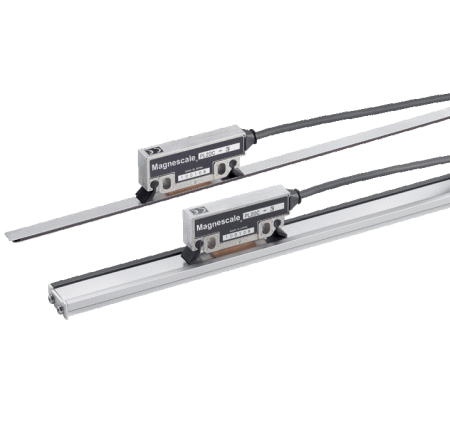
Für die Positionsmessung und Feedback an die Steuerung der Maschine sind an jeder Linearachse Magnescale-Magnetbänder SL331 mit PL60-Leseköpfen und MJ100-Interpolatoren verbaut. Das berührungslose Funktionsprinzip der Magnescale-Magnetbänder beruht auf dem magnetoresistiven Effekt.
Die hohe Signalqualität des magnetisch erzeugten Sinussignals erlaubt eine Positionsbestimmung durch Interpolation mit sehr hoher Auflösung von 2µm bei zugleich hoher Verfahrgeschwindigkeit von 1800m/min, wie es bislang nur extrem teuren optischen Systemen vorbehalten war. Gegenüber Schock und Vibration reagieren die Magnescale-Magnetbänder äußerst unempfindlich, was bei Glasmassstäben problematisch sein kann. Das Ausgangssignal unterliegt bestimmten Sicherheitskriterien und ein Alarmsignal wird ausgelöst, falls z.B. die max. Bewegungsgeschwindigkeit überschritten wird, das Signal des Lesekopfes unter dem Sollwert liegt oder das Kabel beschädigt ist. Für eine prozesssichere Nachregelung der Position der Linearachse liefert das Magnescale-System ein dynamisches Ausgangssignal mit einer Phasendifferenz von 100ns.
Diese Eigenschaften qualifizieren das Magnescale-Magnetband SL331 mit PL60-Lesekopf und MJ100-Interpolator als absoluten Garanten für den Einsatz in allen industriellen 3D-Metalldruckern und wurde durch den Einsatz von eddylab im weltweit größten 3D-Metalldrucker bestätigt.